
- Общая информация о карте
- Стандарты
- Какие есть реквизиты у карты?
- Как уберечь свою карту и деньги на ней?
- Лицевая сторона карты
- Оборотная сторона карты
- Материал для изготовления карт
- Виды пластиковых карт по технологии
- Размеры
- Штрих-кодирование
- Размер банковской карты
- Растровая графика
- Цвет
- Виды защиты карт
- Автоматизированные резательные и вырубные машины
- Контроль и упаковка заготовок
- Метод литья под давлением
- Материалы для изготовления карт
- Технология производства платежных карт
- Технология производства микропроцессорных карт (смарт-карт)
- Основа для монтажа микрокристалла
- Формирование углубления в карте
- Технология производства бесконтактных микропроцессорных карт
- Виды персонализации карт
- Нумерация
- Внимание!
- Шрифты
- Какой размер у пластиковой карты в сантиметрах?
- Карты оптической памяти (лазерные карты)
Общая информация о карте
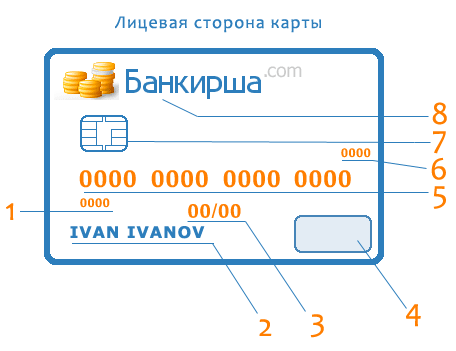
Кроме логотипа платёжной системы (VISA, MasterCard, UnionPay и т.д.), которая обслуживает банковскую карту, на карте должна быть информация о логотипе банка-эмитента, о номере карты, и фамилия держателя карты.
Подскажите, какой бывает размер банковской карты и из чего она может изготавливаться?
Размер банковской карты и другие её свойства должны соответствовать определённым международным стандартам (ИСО / МЭК 7810 ID-1), которые определяют практически все свойства банковских карт:
Пла́стиковая ка́рта — пластина стандартных размеров (чаще всего 54×86×0,76 мм), изготовленная из специальной, устойчивой к механическим и термическим воздействиям пластмассы. Карты различаются по своему назначению, функциональным и техническим характеристикам.
Банковские платёжные карточки
Пластиковые карты применяются (возможно несколько применений для одной карты):
Объединяют эти карты стандарты, которые определяют практически все свойства пластиковых карточек, начиная от физических свойств пластика, размеров карточки и заканчивая содержанием информации, размещаемой на карточке тем или иным способом:

Представляю Вам урок по созданию стильной и реалистичной кредитной карты в программе Photoshop, которую можете использовать для Ваших презентаций.

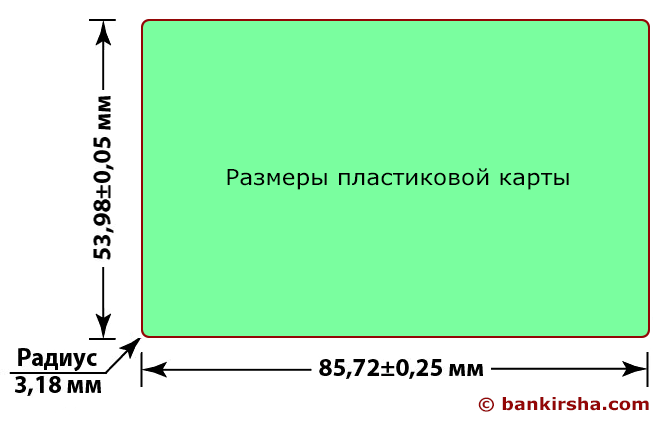
В новом документе создайте форму нашей кредитной карты, используя для этого инструмент Rounded Rectangle Tool. Форма кредитной карты определяется размером 85.60 × 53.98 mm и закруглением углов радиусом 3.18 mm.





Вставьте на новый слои векторные узорные орнаменты, предварительно скачав их отсюда (файл lines3.ai). Примените к слоям Blending Mode Overlay (Перекрытие).


Загрузите выделение карты (клик по иконке слоя + Ctrl). На новом созданном слое залейте это выделение любым цветом, параметр Fill слоя поставьте на 0. Удалите центральную часть карты (светло-красного оттенка) и примените стиль слоя Bevel and Emboss. Параметры ниже.



Добавляем две красных линии размером 2 px на верхнем и на нижнем краях центральной части карты. Рисуем их на новых слоях.



Снова загрузите выделение формы карты (ctrl + клик левой кнопкой по иконке слоя), на новом слое залейте область любым цветом и поставьте Fill слоя на 0. К слою примените следующие стили:





С помощью Rounded Rectangle Tool нарисуйте форму пластинки микросхемы.

Чтобы создать эффект золотистого металлического покрытия, примените по порядку к слою с формой микросхемы следующие стили:




Нарисуйте на пластинке фигурную нарезку в форме линий, используя Line Tool и Ellipse Tool. Если требуется стереть ненужные области, пользуйтесь Eraser Tool

Добавьте название банка (инструмент — Horisontal Type Tool

К слою с текстом примените стили Gradient Overlay и Drop Shadow. Значения следующие:



Вклейте на карту логотип банка и примените к нему такие же стили слоя, как для микросхемы, кроме обводки Stroke.


Примените к слою с текстом такие стили со следующими настройками:



Ниже напишите имя владельца карты.




С такими же эффектами добавьте слой с надписью даты окончания срока действия карты.



Чтобы просмотреть работу в оригинальном размере, нажмите сюда.
Ссылки по теме
Зачастую многие и не задаются вопросом, какая именно должна быть пластиковая карта, так как этот атрибут уже плотно засел у нас в головах, и мы постоянно видим его и все чаще пользуемся. Кто-то из клиентов банков имеет одну, кто-то две, но практически все имеют одни параметры. Какой размер кредитной карты?
https://youtube.com/watch?v=yeRUtAKkazo%3Ffeature%3Doembed
Стандарты
На данный момент размер кредитной карты одинаковый для всех банков. так как они выпускаются по одному стандарту – ISO-7810.
Размеры кредитной карты
Как вы видите используют два вида карт, но самый распространенный именно ID-1. Карты должны быть такого размера, чтобы в ней поместился чип, магнитная лента, и все реквизиты пластика, которые необоримы для онлайн переводов и покупок в интернет-магазинах.

Плюс кредитная карта имеет размер и толщину такую, чтобы легко помещалась в картоприемник в банкоматах и терминалах. Если толщина будет толще или тоньше, то банкомат может и не принять эту карточку.
Из какого материала сделана кредитная карта? Обычно их делают из ПВХ – это довольно гибкий, но при этом прочный материал, который не ломается и отличено защищает чип и другие внутренности от влаги, пыли и солнечных лучей.
Какие есть реквизиты у карты?

Как уберечь свою карту и деньги на ней?

Мне выдали дебетовую банковскую карту, но работник банка ничего не пояснила о том, какая информация на банковской карте отражается, что внешний вид карты в себе несёт. Может ли мне понадобиться информация на банковской карте, и в каких случаях?
Сначала о том, как выглядит банковская карта, вернее, какой может быть у карты внешний вид. Банковская карта имеет формат, определённый стандартом ISO 7810 ID-1: 85,6мм х 53,98 мм х 0,76 мм, и в основном изготавливается из пластика. Лицевая и оборотная сторона карты несут различную функциональную информацию. Общий фон лицевой стороны банковской карты утверждается банком по разработанным дизайнерами сюжетам, а оборотная сторона – всегда имеет однотонный фон. То есть, рисунок и цвет карты, зависит от предпочтений банка-эмитента, а также учитывает требования платёжной системы, которая эту карту обслуживает.
Фон должен способствовать эстетическому восприятию карты и узнаваемости банка, выпустившего карту. По отдельным видам карт банки предлагают держателям карт самим определиться с дизайном, то есть предоставляют клиенту право выбора индивидуального дизайна.
Так, например, при выпуске молодёжной карты, Сбербанк РФ предоставляет клиентам возможность заказать карту с уникальным дизайном в виде:
Теперь о том, какая информация на банковской карте отражается, и зачем она нужна держателю?
Лицевая сторона карты
Условный эскиз внешнего вида лицевой стороны банковской карты с нумерацией элементов выглядит так:
Оборотная сторона карты

О внешнеим виде и полной информации, которую несут в себе Российские карты «Мир» можно почитатьздесь
Материал для изготовления карт
Стандарт определяет требования к физическим характеристикам материала, из которого изготавливаются банковские карты. Так, требования предъявляются к следующим физическим характеристикам:
В последнее время растёт популярность банковских карт, изготовленных из драгоценного металла (платины, золота, серебра). Становятся всё более востребованными банковские карты из драгоценных металлов, инкрустированные, например, бриллиантами и перламутром.
Так, Сбербанк России предлагает своим состоятельным клиентам такие карты, как:
Виды пластиковых карт по технологии
Магнитная полоса — носитель информации. По силе намагничивания различают магнитные полосы HiCo (High Coercitive — высококоэрцитивные = 2750 эрстед) и LoCo (Low Coercitive — низкокоэрцетивные = 300 эрстед).
Пластиковые карты с магнитной полосой HiCo более надежны и долговечны, так как информация на них менее подвержена размагничиванию под влиянием внешних магнитных полей, чем на полосах LoCo.
На магнитной полосе, согласно ISO 7811, находится три дорожки, по которым можно нанести ту или иную информацию. Все три дорожки магнитной полосы используются, как правило, в международных банковских платежных системах . В дисконтных системах, в локальных платежных системах, а также в системах доступа используется чаше всего одна дорожка (обычно вторая).
*пробел не является кодируемым символом и не используется
Размеры
Международный стандарт пластиковых карт 86х54. Печатные файлы следует подготавливать в 100% масштабе + припуски под вырубку пластиковых карт. Дообрезной размер предоставляемого макета должен составлять 89,5х57мм.. В макете не должно быть контрольных шкал, обрезных меток и иной технической информации. Все значимые элементы (логотипы, текст и т.д.) должны находиться не ближе 5мм к линиям реза.
Штрих-кодирование
Наиболее распространены штрих-кода: Code 128, Code 39 (3 из 9), EAN-13, а также EAN-128.
При размещении штрих-кода нужно учитывать:
Длина штрих-кода зависит от его типа и количества кодируемых символов;
Для уверенного считывания штрих-код должен быть наложен на светлую поверхность, идеально, если фон белый;
Должны присутствовать отступы (отсутствие темных элементов) от начала и конца штрих-кода по 3 мм;
Размер банковской карты
Растровая графика
Файлы с растровой информацией предоставляются строго в следующих форматах:
TIFF CMYK для полноцветной печати, TIFF GRAYSCALE для одноцветной печати
Рекомендуемое разрешение для растровых изображений — 300dpi
Максимальная суммарная красочность (Cyan+Magenta+Yellow+Black) для печати на мелованных бумагах — 300%, на немелованных — 280%.
Цвет
Все макеты следует предоставлять (а еще лучше изначально разрабатывать) в цветовом режиме CMYK.
Все эффекты в макете необходимо растрировать, поскольку не гарантируется их адекватный вывод на печать (как пример эффекты оформления: Перекрытие, Умножение, Исключение).
Избегайте больших полей с однородной заливкой или слабым градиентом (особенно это касается плашек серого цвета). Такие объекты могут печататься неравномерно.
Не рекомендуется делать рамку по периметру макета, т.к. допустимые отклонения при печати и последующей вырубке будут создавать впечатление неровности макета. Лучше вообще откажитесь от рамки на полях макета.
Виды защиты карт
Метод ламинирования применяется сейчас для большей части изготавливаемых пластиковых карт, к которым предъявляются повышенные требования. При ламинировании отдельные слои листового материала формируются в цельный остов карты под воздействием высоких температур и давления.
Для формирования многослойных листов основы карт в технологической цепи их
производства используются мощные гидравлические прессы с подогревом и охлаждением. Пресс контролирует встроенная микропроцессорная система, задающая циклы формирования каждого вида изделия. Конструкция современных прессов предусматривает обогрев одной стопы и охлаждение другой. В формовочных плитах прессов имеются каналы для ускоренного водяного охлаждения после завершения нагрева. Такая мера также обеспечивает непрерывный технологический процесс.
В процессе производства листы, загруженные в специальные ячейки, подаются со столов с роликами в загрузочные секции пресса, которые поочередно подводятся подъемным механизмом под уровень сборочного стола. Загруженные секции пресса механически помещаются в нагревательно-прессовальный узел.
При завершении цикла нагрева процесс повторяется: охлаждённые ячейки со спрессованными листами поочередно выдвигаются из пресса на сборочные столы. Здесь снимаются верхние полированные металлические пластины, обеспечивающие требуемую гладкость поверхности, а готовые листы многослойного пластика подаются на конвейер для дальнейшей обработки или складируются.
Автоматизированные резательные и вырубные машины
Резательная машина и вырубной пресс-перфоратор снабжены оптической системой позиционирования листа, обеспечивающей индивидуальную сверку расположения полиграфического оформления с эталоном для каждой карточки на этих этапах процесса. Это позволяет выдерживать точность изготовления до + 0,01 мм на всех этапах создания изделия независимо от усадки материалов в процессе послойного формирования многослойного листа.
Оператор укладывает полиграфически оформленные, подвергнутые горячему формированию и проверке на качество, листы пластика на стапельную доску, после чего разрезает их до требуемого размера. При этом маркируются некондиционные карты. Разрезанные листы подхватываются с рабочего стола вакуумным подъемным устройством и устанавливаются на фотоэлементы резательной машины. Захваты позиционируют лист с помощью шаговых двигателей, управляемых датчиками системы позиционирования печати. После позиционирования лист зажимается и вырубается на отдельные карты, которые автоматически по конвейеру подаются в приемные устройства.
Отделочный вырубной пресс с автоматическим позиционированием печати рассчитан на автоматический приём от резательной машины полос с картами из ПВХ, АБС или других материалов, толщиной от 0,4 до 0,8 мм.
Чистовой вырубной пресс выполняет окончательную вырубку карт в соответствии со стандартными размерами по ISO и позволяет изготовить миллионы карт в течение гарантированного срока его службы. Он обеспечивает обрезку карт с получением высококачественной хорошо выраженной кромки. Перфораторы могут быть рассчитаны на работу с любыми форматами листов при производительности 30 000 карт в час и более.
Вырубленные карты автоматически доставляются конвейером к другим отделочным участкам в темпе, соответствующем заданной производительности линии.
Аппараты для нанесения голограмм позволяют уменьшать отходы дорогостоящего сырья и брак фольги. Типичный современный аппарат включает сдвоенный канал для одновременного тиснения голограмм на двух карточках при производительности до 7500 карт в час.
Карты подаются из сдвоенного магазина в два канала, каждый из которых имеет индивидуальный датчик оптического обнаружения изображения и геометрической привязки каждой накладываемой голограммы.
В аппаратах предусматривается возможность независимого возвратно-поступательного перемещения оптических датчиков по каждому каналу аппарата, что обеспечивает необходимую позиционную точность.
После операции тиснения ножи отделяют лишнюю фольгу от поверхности карточки, создавая ровную кромку. Готовые карточки автоматически направляются на специальный переворачивающий карты конвейер, подающий их к устройству тиснения панелей для подписи.
Устройство тиснения панелей для подписи аналогично голограммному аппарату и включает сдвоенные каналы для их одновременного наложения на две карты, прошедшие процесс вырезки на отделочном штампе. Его производительность составляет до 8000 карточек в час.
В устройстве тиснения подписных панелей, как и в голограммном аппарате, имеются самовыравнивающиеся головки, которые управляются независимо и обеспечивают выдержку заданной температуре, необходимой для припрессовки подписных панелей к поверхности карты на заданном месте. Независимые регуляторы температуры с цифровым отсчётом в каналах этих устройств обеспечивают прецизионное регулирование подогрева головок.
Готовые карточки направляются в сдвоенный магазин для автоматической подачи их на инспекционный участок конвейера.
Контроль и упаковка заготовок
Карты, поданные конвейером в инспекционный коллектор, направляются под контролирующую головку, где одновременно полностью проверяются обе их стороны. При этом контролируются следующие параметры:
Прошедшие электронную инспекцию карточки сбрасываются на конвейер для визуального контроля на предмет обнаружения дефектов послойного формования или присутствия пыли, а также дефектов, которые не могут быть обнаружены данным электронным контролирующим устройством.
В конце линии установлено автоматическое упаковочное устройство, на которое поступают карты, прошедшие инспекционный участок конвейера. Устройство отсчитывает требуемое число карточек для укладки в коробки, которые после закрытия обертываются термоусадочной плёнкой.
Метод литья под давлением
Литьё под давлением используется главным образом при изготовлении электронных телефонных, а также SIM-карт для мобильных телефонов. В последнее время по этой технологии производят бесконтактные микропроцессорные пластиковые карты. При этом способе изготовления карт полиграфическое изображение наносится на каждую карту в отдельности, а затем они покрываются лаком, который служит защитной плёнкой вместо ламината. Углубление для имплантации чипового модуля формируется пресс-формой. В качестве сырья используется гранулированный акрилнитрил-бутадиен-стирол (АБС). Гранулы подаются в бункер, а затем поступают в зону разогрева. Расплавленная масса порционно впрыскивается под большим давлением в форму, как правило, рассчитанную на изготовление нескольких заготовок. Одна из проблем, которую приходится решать при выпуске карт методом литья под давлением, является удаление облоя, образующегося при выемке готовых карточных заготовок из форм.
Материалы для изготовления карт
В настоящее время наиболее часто применяемым для изготовления карточек материалом остается поливинилхлорид (ПВХ). Он легко поддается обработке и достаточно устойчив к температурным режимам, в которых используются карты. Кредитные карточки во всем мире производятся исключительно из ПВХ.
Поливинилхлорид, употребляемый как основа карт, может быть окрашен в различные цвета. Он нейтрален по окраске — это особенно благоприятно при изготовлении цветной печати, цвета которой не искажаются, а белый цвет остается чистым.
Из-за наличия хлора в составе поливинилхлорида его относят к вредным для окружающей среды веществам, а исходный материал — винилхлорид — является канцерогенным веществом. Однако поливинилхлорид может быть использован вновь и по этой причине не загрязняет окружающую среду.
ПВХ используется особенно часто при изготовлении карт методом ламинирования. В технологии изготовления карт литьём под давлением он не применяется.
Акрилнитрил-бутадиен-стирол (АБС) является аморфным термопластиком так же, как и ПВХ. Его отличают высокая прочность и термостойкость. АБС имеет весьма ограниченные возможности при окраске внутреннего слоя и ламината. Отрицательного воздействия на окружающую среду у АБС не выявлено. Исходный материал бензол, используемый для его изготовления, относится к канцерогенным веществам.
В настоящее время из АБС изготавливают SIM-карты для мобильных телефонов, карты медицинского страхования.
В сфере упаковочных материалов традиционно применяется полиэтилен-терефталат (ПЭТ), известный как полиэстер. ПЭТ — термопластик, который используется при производстве только таких карт, для которых важна их безвредность для окружающей среды, и не предъявляются жесткие требования к термостойкости. Кроме того, необходимо учитывать, что материал ПЭТ имеет весьма ограниченные возможности при окраске. Отрицательного воздействия на здоровье и окружающую среду у материала ПЭТ не выявлено. Переработка для повторного использования производственных отходов, полученных в процессе изготовления пластиковых карт, а также отслуживших пластиковых карт, связана с большими затратами из-за того, что они покрыты полиграфической краской. ПЭТ используют в технологиях ламинирования и литья под давлением.
Кроме уже названных материалов, для изготовления пластиковых карт используется поликарбонат (ПК), который устойчив к высоким температурам и используется прежде всего для изготовления высококачественных карт. ПК хорошо поддается окраске, однако не может быть переработан и использован повторно.
Смесь из ПВХ и ПК используется некоторыми производителями карт для термостойких SIM-карт мобильных телефонов. Эту карту, однако, нельзя сравнить с карточкой, изготовленной исключительно из ПК. Использование для производства карточек смеси ПК с ПВХ имеет скорее чисто экономические, чем экологические причины, так как карточки из ПК дорогостоящи, а их изготовление достаточно сложно.
ПК может быть использован в технологиях ламинирования и литья под давлением.
Технология производства платежных карт
Производство банковских карт — сложный технологический процесс, требующий наличия специального оборудования и материалов. Помимо этого, заготовки карт, содержащие признаки платёжности и элементы защиты платёжных систем, могут выпускаться исключительно на предприятиях, прошедших сертификацию как по менеджменту качества, так и по физической и логической защищенности производства согласно стандартам платёжных систем.
Процесс производства карт с магнитной полосой можно разделить на несколько этапов:
Затем заготовка с магнитной полосой в зависимости от задачи попадает на другие этапы производства — персонализацию и считывание информации, контроль качества записи.
Однако технология магнитных карт, как известно, имеет существенные недостатки, к которым относится возможность считывания, уничтожения и перезаписи информации практически любым пользователем, имеющим доступ к соответствующему устройству записи и считывания. По этой причине карты с магнитной полосой не в полной мере подходят для хранения конфиденциальной информации.
Благодаря интенсивному развитию микроэлектроники в начале 1970-х годов, когда специалисты научились создавать микросхемы, обладающие функциями хранения информации с возможностью выполнения арифметических операций, которые занимали площадь всего несколько квадратных миллиметров на одном чипе, стало возможным появление технологии микропроцессорных или смарт-карт.
Технология производства микропроцессорных карт (смарт-карт)
Главным компонентом микропроцессорной карты является модуль — функционально законченное изделие, позволяющее поместить микросхему в пластиковую карту и в дальнейшем взаимодействующее с терминалом. Модуль защищает микрокристалл от нежелательных внешних воздействий, в частности, от попадания на него влаги, из-за чего он может прекратить функционирование. Для контактной смарт-карты на модуле должны существовать контакты, взаимодействующие с терминальным устройством. В корпусе бесконтактной смарт-карты прокладывается шина, соединяющая модуль со входами интерфейсной микросхемы, которая встраивается в пластиковую карту вместе с другими её элементами.
Основа для монтажа микрокристалла
При создании модуля микрокристалл присоединяется к основе, представляющей собой разновидность печатной платы, которая определяет топологию модуля, в том числе способ монтажа микрокристалла и места присоединения его выводов. На готовой смарт-карте видимая металлизированная поверхность контактных площадок является одной из сторон основы.
Топологии, применяемые конкретными производителями модулей, и топологии различных микросхем смарт-карт могут различаться.
На первоначальном этапе развития технологии смарт-карт выводные рамки производились только в виде пластин или полос, из которых отдельные рамки могли быть вычленены по отдельности. В настоящее время широко используется метод производства, в котором рамки расположены на свернутой в рулоне ленте. Перфорированную ленту можно использовать в оборудовании, необходимом для автоматизированного производства модулей. Рулоны с выводными рамками изготавливаются из гибкого фольгированного полиэфирного стеклопластика. Толщина слоя медной фольги составляет около 30 мкм. На ленте методом травления формируется контур, соответствующий топологии контактных площадок модуля. Затем поверхность контактов подвергается золочению с толщиной слоя 35 мкм, выполненному по подслою никеля, наносимого на медную поверхность выводной рамки. В ряде случаев контактные площадки металлизируются никелем с толщиной слоя 6 мкм.
На следующем этапе происходит прикрепление микрокристалла к выводной рамке. Этот процесс называется присоединением кристалла. Он заключается в приклеивании кристаллов на место, обозначенное на выводной рамке. Клей выдавливается шприцем на поверхность выводной рамки, микросхема помещается сверху и прижимается. Микросхема, выводная рамка и клей подвергаются термофиксации.
После того, как микросхема приклеена, её нужно присоединить к контактным площадкам выводной рамки. В настоящее время широко используются два различных метода монтажа микрокристалла.
При первом методе выводные рамки прикрепляются пайкой к кристаллу, на контакты которого специальным образом наносится припой. Для этой цели на контакты кристалла могут накладываться медные шарики, которые затем обволакиваются припоем.
Второй процесс называется проволочным монтажом. Фрагмент проволоки толщиной 27 мкм прокладывается от микросхемы к каждой из контактных площадок. В настоящее время в качестве материала для изготовления проволоки в основном используется золото. Однако, некоторые компании продолжают использовать алюминий или серебро. Несмотря на более высокую стоимость, использование золота имеет ряд преимуществ. Золотая проволока является наиболее подходящим материалом при высоком темпе работы сборочного оборудования, так как она обладает высокой пластичностью и не рвется при подаче с бобин. Самым существенным из них является то, что золото не подвержено коррозии, имеющей место при использовании алюминиевой проволоки в комплексе с золотой выводной рамкой, а также то обстоятельство, что алюминиевый монтаж всего за два-три месяца может стать хрупким, что неприемлемо для смарт-карт, срок службы которых составляет не менее семи лет по стандартам ISO.
После того, как монтаж проволоки завершен, производится герметизация модуля путём покрытия его обратной стороны полимером для защиты от воздействия внешней среды.
Формирование углубления в карте
На следующем технологическом этапе происходит соединение модуля с пластиковой картой. Для того, чтобы в пластиковой карте разместить модуль, в её поверхности должно быть сделано углубление (кавитет) по размеру без нарушения требований стандартов ISO по толщине карты (она должна составлять 0,76 мм).
Формирование углубления в карте может быть выполнено несколькими способами:
После того, как в пластиковой основе сделано углубление, модуль может монтироваться в карту на клеевую плёнку с последующей термофиксацией под давлением. Процесс приклеивания активизируется нагреванием и давлением. Готовую карту можно тестировать, программировать и проверять, а затем использовать для конкретных приложений. Другой вариант имплантации модуля — использование жидкого клея на основе цианкрилата. При использовании этого метода модуль вдавливается в углубление, что обеспечивает растекание клеевой массы, дозированно нанесённой точечным способом, толщиной примерно 20 мкм. После этого происходит полимеризация клея.
Технология производства бесконтактных микропроцессорных карт
При формировании многослойной основы с элементами полиграфического оформления в пакете присутствуют инлеты (микросхемы со смонтированным в виде нескольких петель проводником, выполняющим функцию антенны), как правило, размещённые в середине слоя. Расположение микросхем в заготовке совпадает с размещением карт на листе и оптимизировано для всех технологических этапов — печати, спекания, вырубки. После процесса спекания в ламинаторах листы подаются в вырубные прессы, где и происходит вырубка заготовок, уже содержащих в толще материала бесконтактные микросхемы. Далее происходит процесс персонализации.
Виды персонализации карт
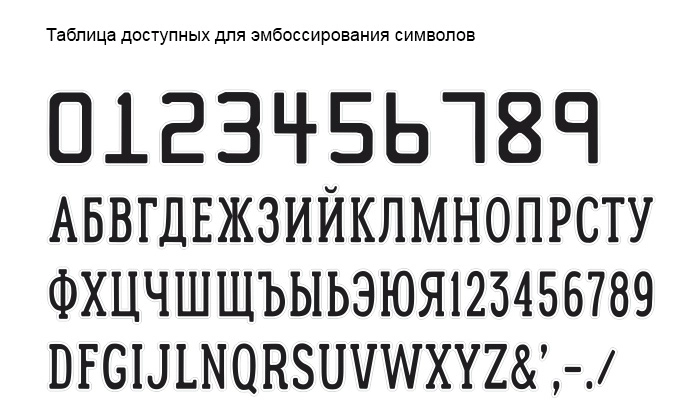
Эмбоссирование — один из способов персонализации пластиковых карточек, при котором на готовой пластиковой карточке выдавливаются символы.
Обычно можно встретить на банковской карте. После этой операции символы покрываются фольгой (золотом, серебром, черным или белым цветами), такая операция называется типированием.
При эмбоссировании нужно учитывать:
Эмбоссирование символов возможно только при горизонтальной ориентации карточки.
Эмбоссирование осуществляется двумя видами шрифтов: высотой 4,5 мм – большой ; высотой 3 мм – малый .
Большой шрифт — цифры.
Малый шрифт — цифры и заглавные буквы русского и английского алфавитов, включая символы: . , ’ — /
Эмбоссирование может располагаться на расстоянии не менее 5 мм от любого края карты.
Нумерация
Печатная нумерация – это печать на карточках переменных данных или порядковых номеров. К переменным данным можно отнести данные о сроке действия карты, персональный номер, промо-код и т.п.
При печати персонализации мы можем использовать любой шрифт, выбранный заказчиком. Переменные данные лучше всего присылать отдельно в excel.
Если предполагается несколько переменных данных — например Фамилия Имя Отчество, лучше логически разсделить их по разным столбцам.
Внимание!
Файлы линейки Microsoft office (Word, Excel, Powerpoint и.тд.) не являются готовыми макетами для печати и не принимаются в таком качестве.
Шрифты
Шрифты обязательно должны быть переведены в кривые. Если вы планируете в дальнейшем вносить изменения в макет, например, менять телефоны, имена сотрудников и прочее — приложите используемые файлы шрифтов.
Какой размер у пластиковой карты в сантиметрах?
— cdr (CorelDraw версии X6 и ниже)
— eps (Adobe Illustrator версии CS6 и ниже)
— pdf (версия 1.3 (композитный), PDF/X-1a)
— tiff (CMYK)
Карты оптической памяти (лазерные карты)
Карты оптической памяти имеют большую ёмкость, чем карты памяти, но данные на них могут быть записаны только один раз. В таких картах используется WORM-технология (write once read many, то есть однократная запись — многократное чтение). Запись и считывание информации с такой карты производится специальной аппаратурой с использованием лазера (откуда другое название — лазерная карта). Технология, применяемая в картах, подобна той, которая используется в лазерных дисках. Основное преимущество таких карточек — возможность хранения больших объёмов информации, свыше 4 мегабайт. Носителем информации на них является оптическая лента. На одной такой карточке можно разместить до 2000 страниц текста. Помимо текстовой информации, на оптической карте можно хранить графические, звуковые, программные файлы и т. п.
Запись/считывание информации производится на основе оптической технологии. Обеспечивается возможность многоуровневой защиты информации.
Устройство ввода/ вывода данных на лазерную карту легко подключается к обычному персональному компьютеру и позволяет работать в режиме WORM. Записанную на карте информацию нельзя стереть, но существует возможность многократного ввода данных на носитель в пределах имеющегося объёма памяти.
При этом WORM обеспечивает постоянное хранение истории записи информации на карту и попыток доступа к данным.
Лазерные карты предназначены для хранения информации и создания банков данных в медицинских учреждениях, архивах и библиотеках.
Области применения лазерных оптических карт:
В банковских технологиях оптические карточки распространения пока не получили вследствие высокой стоимости как самих карточек, так и считывающего оборудования.






